Mikro Kalıplama hakkında açıklayıcı genel bilgileri Mikrokalıplama Nedir? başlıklı yazımızda vermiştim. Bu yazımızda mikro kalıplama yöntemleri ile ilgili yüzeysel bir bakış atarak en azından teorik bilgi alt yapımızı genişletmeyi amaçlayacağım. Bu bağlamda doğrudan uygulama yapmaya yetecek seviyede bilgi içerdiğini elbette iddia edemem, ama konuyla ilgili olanlara bir çıkış noktası teşkil edebileceğine inanıyorum.
Termoplastik polimerlerin mikro kalıplanması için kullanılan beş farklı yöntem vardır. Bunlar enjeksiyonla kalıplama, reaksiyonla enjeksiyon kalıplama, sıcak kabartma, basınçlı enjeksiyon kalıplama ve vakumla kalıplamadır. Bunlarla birlikte mikro metal enjeksiyon da artık piyasada yerini almıştır.
1. Enjeksiyonla Kalıplama
Enjeksiyonla kalıplama, uzun yıllar için plastik parçaların makroskobik üretiminde çok iyi bilindik bir tekniktir. Bu nedenle ileri işleme teknolojisi, mikro enjeksiyon kalıplamasında da kullanılabilecek uygunluktadır. Genelde, plastikleri enjeksiyonla kalıplarken çevrim zamanı epeyce kısadır. Bu nedenle hemen her durumda endüstriyel seri üretim, enjeksiyonla kalıplama üzerine kurulmuştur.
Mikro ölçekli parçalar değişken ısıl yöntemlerle, iyi bilinen makro ölçekli enjeksiyonla kalıplamadaki yöntemlerde olduğu gibi uygulanabilir. Enjeksiyonla kalıplama aşağıdaki yöntem adımlarını kapsar:
- Mikro şekillendirilmiş bir takım (maça) ile donatılan kalıp çekirdeği kapatılır, boşaltılır ve plastik eriyik hale gelene kadar ısıtılır,
- Enjeksiyon ünitesi polimeri ısıtır ve eriyik haldeki plastiği kalıba basar
- Sonra plastik soğutulur ve ürün kalıptan çıkarılır

2. Reaksiyonla Kalıplama
Reaksiyonla enjeksiyon kalıplama, enjeksiyonlu kalıplama ile benzerdir. Fakat tek tip plastik yerine iki farklı malzeme kalıba basılır. Bu yöntem, sıcaklıkla sertleşen malzemeler ve kauçuk gibi Termoset plastik parçaların üretiminde kullanılır. Mikro parçaların reaksiyonla enjeksiyon sayesinde üretimi 1980’lerin ortalarında araştırılmıştır, fakat uygulamada güçlük gösterir olmuştu. Çünkü parçaların iyi bir karışımı mikro ölçeklere uyarlanmaya ihtiyaç duyar ve nispeten uzun zaman gerektiren, uzun çevrim zamanlarıyla sonuçlanan kimyasal bir reaksiyondur.
Şimdilerde polimerizasyonu termal işleme yerine UV-muhafazalandırma imkanıyla, reaksiyonla enjeksiyon kalıplama tekrar ortaya çıkmıştır. Bugün, bu yöntem çok hızlıdır ve bir hızlı prototiplendirme tipine müsaade eder, çünkü termal çevrim artık gerekli değildir.
3. Sıcak Kabartma

Sıcak kabartmanın ana işlem basamakları şunlardır:
- Bir termoplastik film kalıba takılır.
- Boşaltma çemberindeki mikro yapılı maça filme aşırı kuvvetle preslenir ve kalıp plastik malzemeyle doldurulur .
- Daha sonra sistem soğutulur ve plastik kalıptan çıkarılır.

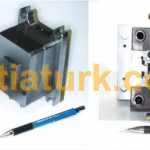
Şekilde, PSU’dan yapılmış mikro supapların muhafazalarının bir grubunu kalıptan çıkmış haliyle gösterilmiştir. Kabartma kalıbı ve dişi maça tamamıyla kapatılmaz, tipik bir artık tabaka sıcak kabartmayla üretilir. Artık tabaka, sonraki bir kübik işlemeden önce kalıptan çıkarma ve işleme esnasında bir çeşit şarjör olarak görev yapar. Kalıplanan mikro parçaların ana maliyeti genel olarak onları bir sistem içinde toplamaktan kaynaklanır. Maliyet tekli mikro parçaların şarjöre iyi bir şekilde yerleştirilmesiyle önemli bir şekilde düşürülebilir. Enjeksiyonla kalıplamaya zıt olarak polimerin sıcak kabartılması sadece mikro yapıdaki folyodan çok kısa bir yol boyunca akmasıyla gerçekleşir. Sonuç olarak plastikte çok düşük bir gerilim üretilir ve kalıplanan parçalar; lensler gibi optik parçalar dahil çok kolay üretilir.
Sıcak kabartmada, kalıbın ya da teçhizatın yeniden yapılandırılması, modifikasyonu gerekliyse avantajları olan çok basit bir teçhizat düzeneğine sahiptir. Bu da çok kısa bir ayar süresi ile sonuçlanır. Standart bir kalıp seti kullanılırken kalıbı değiştirmek için çok az bir süre yeterlidir. Ayrıca çeşitli termoplastik malzemelerden yapılan folyolar hiçbir ekstra değişiklik gerektirmeden başarılı bir şekilde makineye yerleştirilebilir. Bu nedenle sıcak kabartma, küçük ve orta ölçekli ürünlerin daha ekonomik üretilmesini sağlar ve özellikle laboratuvar uygulamaları için de uygundur.
Diğer bir taraftan 30 dakikaya kadar uzayabilen nispeten uzun çevrim süreleri kimi parçalar için gerekli olabilir. Uzun süren bazı uygulamalar örneğin iç gerilmeler çok yavaş soğutularak düşürülebiliyorsa bir avantaj olabilir. Fakat uzun çevrim süreleri aslında en çok da ısıtılan plastiğin bir enjeksiyon ünitesi tarafından sürekli desteklenmemesine neden olur. Bazı problemler, enjeksiyonla kalıplama makinelerinde yapıldığı gibi, sıcak kabartma makineleri ve ekipmanlarının ilerleyen gelişimiyle azaltılabilir. Sıcak kabartmanın kalıplama çevrimini kısaltmak için ana sınırlılık enjeksiyonla kalıplamanınkinden biraz daha geniştir. Çünkü sıcak kabartmada plastik kalıp tarafından ısıtılmaya ihtiyaç duyarken enjeksiyonla kalıplamada eriyik lastik kendisinden daha soğuk olan kalıp içine dökülebilir. Bu da kalıbın termal çevriminin enjeksiyonla kalıplama makinesinde sıcak kabartma makinesindekinden daha küçük olması anlamına gelir. Diğer bir taraftan sıcak kabartma halen bu sınıra ulaşmadı ve bu etkiye uygun olarak, çevrim zamanındaki farkın ne kadar geniş olacağı halen belli değildir.
Çevrim süreleri ayrıca kalıp yapısından güçlü bir şekilde etkilenir. Kitlesel üretim için kalıp parçalarının özel dizaynına uyarlanan ısıtma ve soğutma sistemleriyle tasarlanabilir. Böyle pahalı bir kalıp ise, maliyet açısından çok da uygun ve diğer mikro parçalara uyarlanabilir olmayacaktır
4. Basınçlı Enjeksiyon Kalıplama
Basınçlı enjeksiyon kalıplama, kalıp tarafından plastiğin ısıtılması probleminin üstesinden gelmek için uygulanan enjeksiyonla kalıplama ve basınçla kabartmanın bir kombinasyonudur. Plastik, bir enjeksiyon civatasıyla kapalı kalıba basılır ve daha sonra mikro yapılara preslenir. Bu yolla enjeksiyonda ince taşıyıcı tabakadaki mikro yapılar üretilirken küçük aralıkların yarattığı problem önlenir. Basınçlı enjeksiyon kalıplama, yaygın olarak CD ve DVD’lerin üretiminde kullanılır. CD’ler 1 μm’ den daha küçük figürlere sahiptir. Fakat görülen oranlar daha da küçüktür. Bu nedenle kalıptan çıkartma işlemi sorunsuzdur.
5. Mikro Vakumlama
Mikro vakumlama ince termoplastik filmleri şekillendirmek için kullanılır. Uygulama şekli kısaca şöyledir:

- Plastik film mikro yapılı kalıba takılır, kalıp boşaltılır (Şekil 12(a)),
- Film sıkıştırılır (Şekil 12(b)),
- Isıtılır ve basınçlı gaz tarafından mikro yapılı kalıba preslenir (Şekil 12(c)),
- Soğutulur ve kalıptan çıkarılır (Şekil 12(d)).

Şekilde 125 μm derinlikte, 25 μm kalınlıkta ve 250 μm genişlikteki mikro kanallı PS filmini göstermektedir.
Mikro vakumlama üzerine sadece birkaç makale yazılmıştır. Bunlara göre yukarıda tanımlanan yöntemlere zıt olarak, film tamamıyla kalıbın mikro yapılarını doldurmaz. Isıtılan filmin yumuşaklığı ve gaz geçirgenliği artar. Sonuç olarak ince filmlerin yüksek esnekliğine uygun bir şekilde, vakumlamayla kalıplanan ürünlerin kalıptan çıkarılması kolaydır. İnce film ısıtılarak yeterince erimiyorsa çok fazla gerdirilemeyeceğinden böyle filmler vakumlamaya uygun değildir.
En temel mikro kalıplama yöntemleri bunlardır. Bunun dışında Mikro Metal Enjeksiyon Kalıplama yöntemi vardır. Bu yöntem toz metalurjisi alanına girdiği için başka bir yazımda bahsetmek üzere şimdilik bu kadarıyla yetinerek, anlayışınıza sığınıyorum.